The Elemental Impurities Chapters <232> and <233> were due to appear this year in the U.S. Pharmacopeia (with similar sections in the European Pharmacopeia). The date has now been pushed back pending the outcomes of the recently published ICH Q3D and to allow time for further consultation with the pharmaceutical industry. This delay has afforded some breathing space for manufacturers and suppliers, but with some form of regulation bound to appear within the next few years, it is worth keeping elemental analysis in mind when considering the quality of pharmaceutical products.
From the perspective of a contract analysis laboratory, elemental analysis on a drug product is not an unusual request. Frequently there are requirements for elemental impurities testing according to a validated method; this may then go on to form part of the Quality Control (QC) program or be used in a submission to a regulatory body, as with a new drug application (NDA) to the Food and Drug Administration (FDA).
It is common for the request for elemental validation on a drug product to be considered from a risk-based perspective, considering whether a material is likely to be present in a product as a contaminant and, if it is, what the likelihood is for it to cause harm. That said, on some occasions, metals analysis is required to check that the concentration of an element is correct, as it forms part of the composition of the drug.
Validation procedure
Table 1 – Lists of elemental impurities
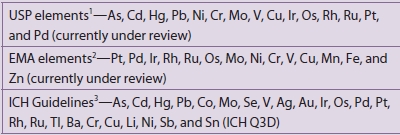
Selecting elements for analysis is a key step before the validation procedure commences. The elements that may be considered for analysis as contaminants can come from the lists of elements that are defined in various pharmacopeias or regulatory guidelines (see Table 1). Usually it is advisable to test for at least the “heavy metals” arsenic, cadmium, mercury, and lead, since these have been identified as having the highest toxicity. If a catalyst has been used as part of the manufacturing process, then it is recommended to test for these elements as well (probably platinum, palladium, etc.). Other elements, such as chromium, nickel, and copper, may also be considered in the analysis since these may come from the process environment as wear metals. Analyzing for these metals might be useful as a monitor of system integrity.
Often a pharmaceutical company approaches a contract lab with a list of elements that require validation, but sometimes the presence of elemental impurities is not known. If this is the case, an initial screening of a product is useful to begin to identify which elements may (or may not) be of concern. By carrying out this screening, validations become specific and focused; screening also provides the testing laboratory with experience in the handling and preparation of the sample, effectively acting as an initial feasibility study, which allows the laboratory to understand the requirements for producing suitable solutions ready for analysis.
 Figure 1 – Samples being prepared by microwave digestion (MARS microwave digestion system, CEM Corp. [Matthews, NC]). High-pressure vessels are sometimes used to ensure organic matrices are destroyed prior to analysis.
Figure 1 – Samples being prepared by microwave digestion (MARS microwave digestion system, CEM Corp. [Matthews, NC]). High-pressure vessels are sometimes used to ensure organic matrices are destroyed prior to analysis.It is usually recommended that a feasibility study be done prior to beginning the validation, because this can provide valuable information about the nature of the samples and gives a good indication of the likelihood of the validation being successful. In a feasibility study, preparation of the samples is investigated. Sometimes a simple dissolution or dilution yields a suitable analysis solution, but in most cases a digestion step is required. This digestion step may be a simple hotplate digestion, but generally closed-vessel microwave digestion is used, since this applies more intensive digestion conditions to samples, improving the quality of the digest and minimizing the risk of analyte loss (see Figure 1).
 Figure 2 – Prepared samples being analyzed by ICP-MS. This technique is able to rapidly test for most elements at below ppb levels.
Figure 2 – Prepared samples being analyzed by ICP-MS. This technique is able to rapidly test for most elements at below ppb levels.Once a satisfactory digest has been obtained, a set of samples and spikes are analyzed to ensure that the samples can be analyzed with no interference, and that the analytes are not being lost during preparation. The most appropriate technique is inductively coupled plasma-mass spectrometry (ICP-MS) because it is a highly sensitive, multielement analytical instrument capable of analysis below parts per billion (ppb) levels (see Figure 2).
The feasibility study is deemed successful if it gives a satisfactory test solution and good test results for the initial sample and spike testing. At this point the method is ready for validation.
Before any work is carried out on the final validation, a protocol needs to be written (usually by the testing laboratory). This document sets out the parameters for testing, defining the acceptability criteria for each parameter. Also, the protocol should outline 1) what happens in the event of a test failing, 2) the responsibilities of each party, and 3) in some cases time scales for testing.
Analysis
The design of a validation by a contract analysis laboratory will depend on the quality systems in place at the contract laboratory and the requirement of the customer. The basis for most validations is the ICH Q2 (R1) document, Validation of Analytical Procedures.4 This document specifies the parameters that can be tested and advises when they should be applied. The following parameters are defined within the document:
- Linearity
- Range
- Detection limit
- Quantification limit
- Specificity
- Accuracy
- Precision
- Repeatability
- Intermediate precision
The general parameters that can be studied within the validation can vary to some extent. For example, it may be possible to perform a validation according to a “limit test,” if the specifications for the product are clearly defined. This style of validation only tests the specificity and detection limit parameters, and only allows reporting of results as less than or greater than a defined limit.
It is recommended that a full quantification validation is carried out where possible. This provides a good level of information about the analysis and permits trend analysis to be done using the results obtained for monitoring drift of catalyst into the material, or signs of excessive wear of process equipment. A further advantage of full validation is that it may alleviate the requirement for future testing of products to conform to the guidelines set out in future pharmacopeial updates.
With some techniques, an instrument may be calibrated so that the samples fit within the range of the calibration. For the ICP-MS technique, it is useful to have a fixed calibration range and dilute the samples accordingly to give results in this range. This means that the linearity and range are predefined and well understood, and only need to be shown to be suitable in the validation.
In the case of a full validation, testing of the samples generally takes place over three days and consists of sets of process and reagent blanks, samples, and spiked samples. The first two days of analysis are conducted by one analyst, and a second analyst carries out the same testing schedule on the third day.
From these data the other parameters set out within the ICH Q2 guidelines can be studied. The data obtained from the process and reagent blanks enable specificity to be evaluated. By looking at the raw data obtained from the blanks, as well as the calculated concentrations, it is possible to see whether the reagents used in the preparation, or indeed the preparation itself, cause interferences to the system.
The data obtained from the analysis of the process blanks are also used to calculate the detection limit and quantification limit. This is a simple process whereby the standard deviation of the replicates is calculated, then multiplied by 3 to give the limit of detection (LOD), and then by 10 to give the limit of quantification (LOQ). Generally, the mean concentration of the blanks is added to allow for any background levels of analyte. Once the LOQ has been calculated, this can be checked by the analysis of process blanks that have been spiked at the LOQ level and assessing the recovery.
The data obtained from the samples and the spiked samples are used to evaluate accuracy and precision. Accuracy of the method is assessed by comparison with the results obtained for replicate spiked samples. Sometimes, if analyte is present in the samples, this can also be evaluated.
The precision of the method is evaluated from the spiked samples. Typically, replicate spiked samples are prepared in the range from 50% to 150% of the defined specification, and the recoveries of these spikes demonstrate the repeatability parameter. The same preparation is carried out over three days, generally by two different analysts and/or on different instruments. By comparing the data obtained across these tests, intermediate precision can be evaluated and, combined with the repeatability data, an assessment of precision can be made.
On completion of the validation, the results are submitted to the customer in a report that can then be used to form part of a regulatory submission or part of a testing schedule for quality control purposes.
Conclusion
The delays to implementation of Chapters <232> and <233> give the pharmaceutical industry some breathing space and extra time to prepare for their eventual implementation. This time can be spent validating methods for analyzing elemental impurities.
The use of an accredited contract analysis laboratory is often a highly effective way to conduct validations and routine elemental analysis. Use of a contract laboratory circumvents the high costs involved in the purchase, operation, and maintenance of analysis equipment. It also avoids unexpected costs and constraints, such as the requirement for qualification of the instrument, training and operation, and ensuring that the correct quality systems are adhered to. All of these factors add to the costs, both financially and in terms of time, of in-house validation.
The contract analysis laboratory can also shorten time scales, because it has the experience and knowledge that come with years of working with the specialized equipment and on a plethora of different sample types.
References
- http://www.usp.org/.
- http://www.ema.europa.eu/ema/.
- http://www.ich.org/products/guidelines/quality/article/qualityguidelines.html.
- http://www.ich.org/products/guidelines/quality/article/qualityguidelines. html.
Alan Cross, B.Sc., MRSC, is Metals Scientist, Reading Scientific Services Limited (RSSL), Reading Science Centre, Whiteknights Campus, Pepper Lane, Reading, Berks RG6 6LA, U.K.; tel.: +44 (0) 118 918 4129; fax: +44 (0) 118 986 8932; e-mail: [email protected].